- 080 -29901459
- hello@ishttaa.com

Technical (6)
In manufacturing plants, business applications are playing a major role in making decisions effectively in real-time. Management would like to be informed on regular intervals to drive better operational efficiency & revenues. It’s always said “What you can't measure, Can never be controlled” likewise in production plants, if you cannot measure the production attributes in real-time then it would be extremely difficult to optimize and improve the efficiency. Lack of real-time production leads to poor analysis and decisions may not be effective. In competitive markets and growing economy, if one doesn’t make “Optimal utilization of production plant” then this will be nothing less than a crime.
To run manufacturing plants in optimal mode, we need to collect the data from production floors and to make better decisions, we need data that’s more Authentic, Accurate and on the real-time basis. Any guess? Where do we find such data? Yes! You got it right; this data is hidden in the controllers of each machine in the shop floor. All we need to do is, connect and collect data from these machines in a real time mode.
In any plant, there are two types of machines new generation and legacy systems.
New Generation: Getting data from new generation machines is easy and most of these machines already have built-in “Open connectivity” protocols. These protocols support a quick and easy way of data exchange mechanism. Please do check the specification of new machines while ordering and if they aren’t supporting them, then it’s recommended that one need to ask for the open connectivity. It’s based on the machine supplier, some do provide and some will still continue to have their own proprietary system protected from any sort of connectivity...
Legacy systems: Getting data from the legacy system is a bit of challenge sometimes. As they many not support open connectivity or they may have proprietary protocols and getting details from these vendors is most often a time-consuming activity but never an impossible task. We need to study the machine details, understand its communication architecture and explore the possibility of add-on connectivity. Here are the quick 5 steps for understanding:
1. Existing Communication Channel: Do we have communication channel or port accessible in the existing control system and if not, can we add a communication port to it. The addition of communication module will depend on various PLC/SCADA brands and it also depends on various data sources.
2. Connect: let’s say we have communication port available, then we need to understand its communication protocol ( eg. Modbus) based on this we need to aggregate similar machines and make a network of machines. One also needs to understand the distance between the machines, as this would be one of the key aspects of building physical network connectivity.
3. Access: After establishing the connectivity, with the help of programming software we need to check if we are able to upload the program from the existing controllers. This is where some of the machine builders will lock or password protect their controllers. We need to talk to the OEM (Original Equipment Manufacturer)to get the password to unlock the system and then use it for data exchange.
4. Identify data exchange points: Once connected to the controller, we’ll be able to send / receive commands successfully, now let’s identify the key data points from controllers. Eg. Start time, stop time, quality rejection, tool changing time, OEE, etc... it’s important to have a discussion with the production team and identify the key process parameters that we would need to extract from the given machine.
5. Aggregate: Once data points are ready for each machine, map the data points to the centralized location and aggregate all the data. You can build the aggregation system using an existing system (SCADA or OPC based system, historian application) as well. OPC ( OLE for Process control) is the ideal choice if one needs to install a new system or as we have seen historian can also be used based on needs. Once we have data aggregated in a historian, you are empowered with data and it’s a raw data only. To convert data into information, we need to do the thorough analysis of each stamp of data. This can be done by generating and monitoring key production reports on regular basis.
Now that complete control of data or refined data is available, this data can be feed directly to Enterprise applications like ERP (SAP) systems. An ERP system helps us to understand and derive more value in determining the actual production cost & utilization of machines in real-time. As superman says “Great power comes with great responsibility”. Real-time data gives us the power and basis for making decisions in real-time. Yet, understanding the “process impediment” and resolving them will be our greatest responsibility.
Cloud computing has become the most popular norm among enterprises. With the evolving business models, utilization of cloud computing technologies has been increased largely. Software as service, No investment on hardware, easy/quick updates on software application, scalability, positive return on investment (ROI) and hosting platform as service are the key take ways. Cloud computing is a best bet, if you want to convert your existing software products as services to your client. Clients will benefit with it, as they have to pay only for what they use.
Even before getting into minute details of benefits, advantage and disadvantage, feasibility of using could computing in industrial automation must be taken under consideration. Industrial automation systems of the future have to be adaptable and agile, cloud computing can be considered as a promising solution for this area.
Looking into the Industrial Automation domain core data is classified into two main categories – Real time control data and historical data.
Real- time data: Data responsible for monitoring and control key operation of automation systems. In this layer data being very critical, we cannot push this data directly on cloud as there might be issues of security and response time. So application developed for control has to be deployed in to local systems for quick reference and response in case of any emergency.
Historical data (with no control access):Comparing to real-time there is a larger scope of cloud computation in Historical data. Normally historical data is a growing data and can be extracted on regular interval from control layer ( PLC, DCS and SCADA). This data can be pushed into cloud for logging and analysis. As this data grows, we could reap the benefits of cloud application – we need not bother on hardware requirements, storage and maintenance can be done from single point. As historical data is located centrally we could integrate different locations data into it. Developing and deploying a historian application on cloud will have larger benefits comparing to distributed historian applications.
From the global enterprise perspective, we could see performance of Automation systems by comparing and analyzing data across the location. For e.g. lets take company XYZ is having mobile phone manufacturing unit across the country or globe. Let us assume that the management is interested in comparison of mobiles and net production from different countries. Locations it could be china ( location 1), Italy( location 2), Germany( location 3) and Korea( location 4)till n locations etc.
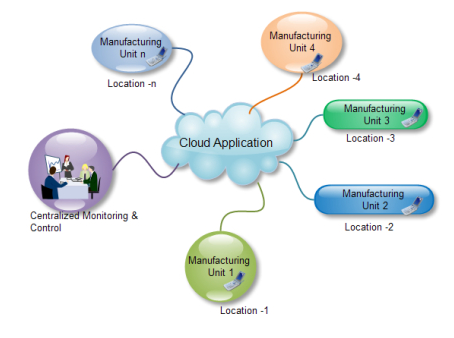
Then all the data points of production details could be aggregated in a single cloud application. This helps in indicating and analyzing KPI’s of production cost, manufacturing speed and quality parameters etc. All required data points could be analyzed and improvements could be rolled out on different manufacturing units. This helps in identifying continuous improvements and following the best practices across the different manufacturing units.
There is no doubt, every new technology trend has something new add and it makes our life bit more simpler but point remains same “Are we bold enough to take this as challenge and ready to take plunge in adopting them ?”. Well time will tell us…
we believe, we should make good use of technology let it be work or in my personal life. Have observed myself, based on my experience making use of new technologies can only happen, if I am ready for change and open for new thinking. Unless and until I am ready to take-up this challenge of driving me though this change, there is no way I can learn to adopt new technology & grow out of it.
Growing demand for extracting key control data into information systems Featured
Written by Super UserNowadays there is an increasing demand for software integration or software component in the control system. There seems to be growing demand for extracting key control parameters for analyzing the plant or process operations. No doubt ‘controls’ will the point of focus however the operating efficiency of the plant can be optimized by extracting the key KPI’s of plant control systems.
For Integration only technological skills are not enough…!!!!!
Written by Super UserSkills play a major role in any professional career. As an individual I personally prefer to have skills both in DOMAIN (e.g Industrial Automation for oil and gas, manufacturing, pharma.. etc) as well as TECHNOLOGY. While technological skills helps one to achieve the required output in terms of logic, user interface, navigate, design and architecture implementation etc., domain skills would help one to analyze the customer requirements appropriately.
A Low cost failure Notification solution using InTouch and C# .net
Requirement: Customer Requirement wanted us to collect data from Wonderware InTouch package SCADA package and provide real-time notifications of failure events to plant engineers. The data being very critical for plant operation and plant manger wanted to notify his maintenance department for corrective actions with in less time so that down time of the plant can be controlled.
About Company
ishttaa TechCraft®️ is an innovative and agile product company based in Bangalore, India. At ishttaa, we take pride in building innovative products and customer-centric solutions by leveraging our expertise in engineering and information technology. We deliver superior business outcomes to our customers using a unique blend of competencies in Industrial Automation, Industrial IT and IIOT.